Cutting Tools
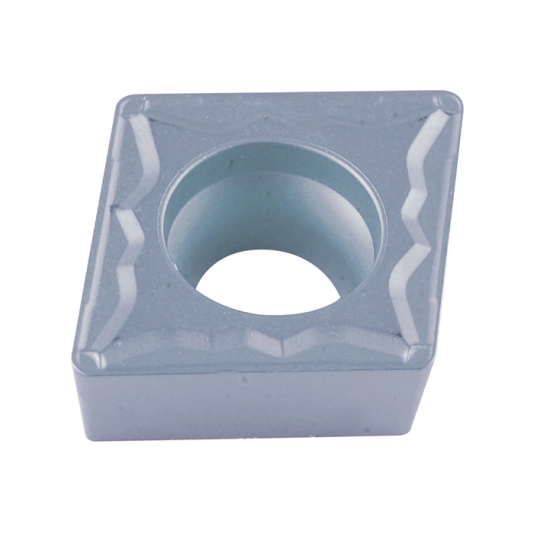
Yamaloy CCMT 09T308-PM, Turning Insert, Grade QX5020, Carbide, 80° Rhombic
CCMT Turning Inserts
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
Download
Produk Lainnya

Cut 6 cylindrical ball nosed rotary burrs feature crosscut and double cut profile to improve control and chipbreaks. Manufactured from high grade tungsten carbide for general-purpose use. Suitable for deburring and polishing of cast iron, cast steel, carbon steel, alloy steel and stainless steel, up to HRC65 hardness.
Features and Benefits
• Tungsten carbide construction for improved hardness and strength
• Crosscut and double cut profile to improve and control chipbreaks
Typical Applications
• Deburring
• Steel
• Cast iron
Please note:
• Work piece and tools should always be steady and well supported.
• Carbide burrs are not suitable for 'milling' large amounts of material, they are for light stock removal and high revolutions 'LOW FEED - HIGH SPEED'.
• Always ensure that at least 70% of the shank length is clamped by the collet or chuck of the tool being used.
• Always ensure that the tool is rated to the recommended operating speed of the burr.
Additional
• Image for illustration purposes only
Features and Benefits
• Tungsten carbide construction for improved hardness and strength
• Crosscut and double cut profile to improve and control chipbreaks
Typical Applications
• Deburring
• Steel
• Cast iron
Please note:
• Work piece and tools should always be steady and well supported.
• Carbide burrs are not suitable for 'milling' large amounts of material, they are for light stock removal and high revolutions 'LOW FEED - HIGH SPEED'.
• Always ensure that at least 70% of the shank length is clamped by the collet or chuck of the tool being used.
• Always ensure that the tool is rated to the recommended operating speed of the burr.
Additional
• Image for illustration purposes only

Series 1024 HSS-Co Heavy Duty Straight Shank Drills
Tin Tipped - Metric
Heavy-duty drill used to drill steels with a tensile strength up to 1,400 N/mm2. Stainless steels, heat and acid resistant steels and phosphor bronze. TiN coating provides longer tool life.
Point angle: 135°. Helix angle: normal. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8.
Manufactured to DIN 338 RN.
Tin Tipped - Metric
Heavy-duty drill used to drill steels with a tensile strength up to 1,400 N/mm2. Stainless steels, heat and acid resistant steels and phosphor bronze. TiN coating provides longer tool life.
Point angle: 135°. Helix angle: normal. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8.
Manufactured to DIN 338 RN.

Material: Medium Carbon Steel.
Hardness: HRC 32 - 38.
Surface Finish: Black Oxide.
Hardness: HRC 32 - 38.
Surface Finish: Black Oxide.

The Kennedy® variable pitch hole saws deliver high quality holes in a range of materials, including wood, steel, brass, bronze, and cast iron. The M3 HSS cutting teeth aggressively cut to give a very smooth finish with little to no tear out.
Features and Benefits
• Cuts up to 40% faster than constant pitch saws
• Varying tooth pitch disrupts harmonics to substantially reduce noise
• Tooth life is extended when used in conjuction with a cordless drill
Typical Applications
• Construction
• Engineering
• Maintenance
Notes
• 4-6 teeth per inch
• 28.5mm (11/8") cutting depth
Features and Benefits
• Cuts up to 40% faster than constant pitch saws
• Varying tooth pitch disrupts harmonics to substantially reduce noise
• Tooth life is extended when used in conjuction with a cordless drill
Typical Applications
• Construction
• Engineering
• Maintenance
Notes
• 4-6 teeth per inch
• 28.5mm (11/8") cutting depth