
Cutting Tools
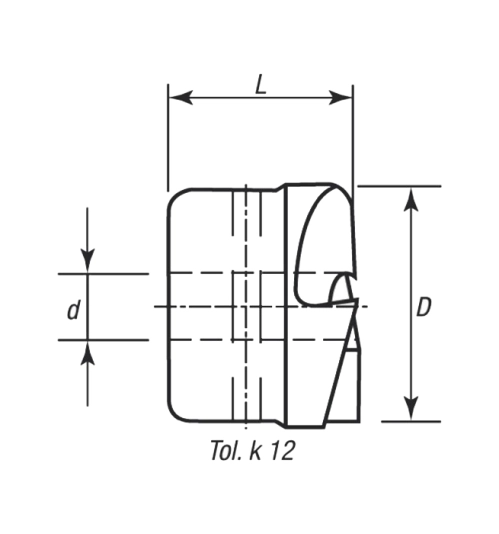
Granlund Backspotfacing Tool, U, 25mm, U-09/25, High Speed Steel, Bright
U-09
Download
Produk Lainnya

Suitable for precision grinding of carbide, gems, glass, ceramics, tough alloys, cermets and tool steels, these diamond coated burrs are extremely durable.
Features and Benefits
• Diamond grip mesh is 120/140
• Recommended operating speeds 15,000 - 30,000 rpm
• Diamond coating offers extreme resilience and precise cutting
Typical Applications
• Suitable for precision grinding of carbide, gems, glass, ceramics, tough alloys, cermets, tool steels
Features and Benefits
• Diamond grip mesh is 120/140
• Recommended operating speeds 15,000 - 30,000 rpm
• Diamond coating offers extreme resilience and precise cutting
Typical Applications
• Suitable for precision grinding of carbide, gems, glass, ceramics, tough alloys, cermets, tool steels

Manufactured from M35 HSS and used for the deburring and chamfering of most metals and plastics. Features straight shanks and manufactured to BS 328 : Part 5 : 1983.
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983

A set of three Sherwood HSS Taps ideal for the general purpose option for thread cutting in most materials including steel, some stainless steels, cast irons and non-ferrous materials such as Aluminium, Brass and many others.
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug

HSS Round Inch.
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).